Le vibrazioni nei centri di taglio industriali: l’impatto sulla precisione e sulla finitura delle lavorazioni
Le operazioni di taglio nell’ambito della lavorazione dell’acciaio, dell’alluminio e del PVC avvengono mediante l’impiego di macchinari altamente specializzati. Questi centri di taglio consentono, attraverso l’applicazione di forze notevoli, la troncatura, la fresatura e la sagomatura dei profilati in maniera estremamente precisa e uniforme. Questa operatività è resa possibile dall’azione sinergica di motori elettrici ad alta velocità e organi meccanici rototraslanti che generano inevitabilmente sollecitazioni meccaniche e vibrazioni durante il ciclo di lavoro.
Se non adeguatamente isolate, queste forze si propagano attraverso la struttura del macchinario originando due fenomeni distinti: le vibrazioni attive e le vibrazioni passive. Le vibrazioni attive sollecitano direttamente la struttura del centro di taglio, accelerando l’usura dei mandrini, delle guide lineari e degli utensili stessi, compromettendo la tolleranza dimensionale del pezzo lavorato. Le vibrazioni passive, al contrario, si trasmettono attraverso il pavimento di fondazione ai macchinari adiacenti, disturbando strumenti di misura sensibili o altri antivibranti per centri di taglio e lavorazione ad alta precisione presenti nel reparto.
L’installazione di una sospensione elastica rappresenta un investimento ad alto rendimento e rapido ammortamento. Consente infatti di prevenire guasti imprevisti, fermi macchina e scarti di produzione dovuti a disallineamenti micro-metrici indotti dalle vibrazioni strutturali.
Parametri fisici di selezione: carico statico, carico dinamico e frequenza propria nell’isolamento dei macchinari CNC
La progettazione di un sistema di isolamento dalle vibrazioni per un centro di taglio a controllo numerico computerizzato (CNC) richiede un’analisi quantitativa rigorosa dei parametri fisici in gioco. Il primo parametro fondamentale è il carico statico, ovvero la forza costante esercitata sul supporto antivibrante dal peso proprio del macchinario a riposo. A questo si somma il carico dinamico, che comprende le forze variabili generate dalle accelerazioni degli assi cartesiani, dall’inerzia del portautensili e dagli impatti del taglio sui materiali rigidi.
Per ottenere un corretto smorzamento, è necessario calcolare la frequenza propria del sistema isolato (la frequenza naturale a cui la macchina oscilla se sollecitata) e metterla in relazione con la frequenza di eccitazione originata dagli organi rotanti (espressa in Hertz, Hz). Se queste due frequenze coincidono, si verifica il fenomeno della frequenza di risonanza, che amplifica drasticamente l’ampiezza delle oscillazioni anziché ridurla. Il supporto antivibrante deve essere selezionato in modo che la frequenza propria del sistema sia significativamente inferiore rispetto alla frequenza di disturbo della macchina, garantendo un isolamento ottimale superiore all’80%.
| Parametro Tecnico | Unità di Misura | Implicazione nel Centro di Taglio |
|---|---|---|
| Carico Statico | Newton (N) / Kilogrammo (kg) | Determina la compressione iniziale del supporto in gomma-metallo a riposo. |
| Carico Dinamico | Newton (N) | Forza impulsiva indotta dalle inversioni di marcia degli assi e dagli impatti dell’utensile. |
| Frequenza Propria | Hertz (Hz) | Frequenza naturale di oscillazione del gruppo macchina-supporto da sintonizzare per evitare la risonanza. |
| Smorzamento | Adimensionale | Capacità dell’elastomero di dissipare l’energia cinetica in energia termica. |
Supporti antivibranti linea SURMAC e soluzioni a campana SUCON per centri di lavoro e taglio
Tra i prodotti più indicati spiccano i supporti antivibranti della linea SURMAC, progettati per garantire la stabilità di macchine utensili soggette a carichi pesanti e forze trasversali. Questi supporti offrono un’eccellente stabilità livellante, fondamentale per mantenere in perfetto asse i centri di lavoro che operano su grandi lunghezze di taglio.
In alternativa, gli antivibranti a campana rappresentano una soluzione ideale quando è richiesta una protezione ottimale contro carichi combinati (assiali e radiali). La conformazione metallica superiore protegge l’elastomero interno da spruzzi di olio emulsionante, liquidi refrigeranti e trucioli metallici tipici degli ambienti di officina. Utilizzando questi piedi antivibranti in gomma per macchine utensili, è possibile isolare efficacemente le vibrazioni ad alta frequenza e ridurre la rumorosità complessiva del reparto di produzione.

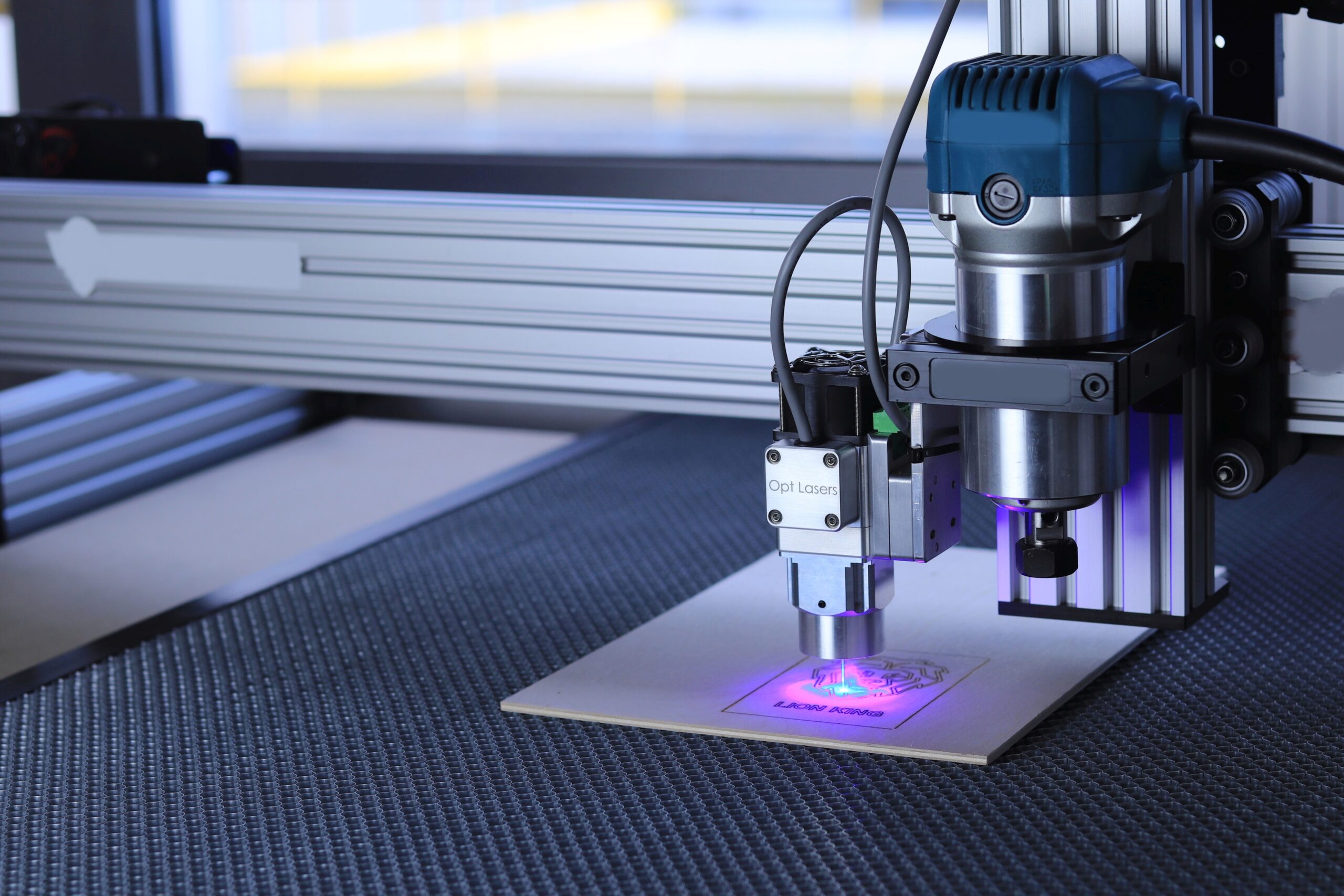
Taglio laser, plasma e waterjet: sollecitazioni dinamiche e scelta dell’antivibrante corretto
I moderni impianti per la lavorazione dei metalli si differenziano per la tecnologia di taglio impiegata, ognuna delle quali genera una specifica firma vibratoria. Nel taglio laser a fibra, le sollecitazioni principali sono causate dalle elevatissime accelerazioni e decelerazioni dei motori lineari che muovono la testa di taglio su guide a ricircolo di sfere. In questo scenario, l’antivibrante deve fornire un’elevata rigidezza orizzontale per evitare oscillazioni transitorie del telaio che degraderebbero la qualità microscopica del profilo tagliato.
Nel taglio ad acqua (waterjet), l’eccitazione dominante proviene dalla pompa ad altissima pressione che genera impulsi idraulici ad alta frequenza trasmessi sia alla vasca di contenimento che alla struttura portante. Qui, lo smorzamento deve concentrarsi sulla mitigazione delle vibrazioni continue e sull’isolamento acustico strutturale. Per il taglio al plasma, caratterizzato da forti correnti termiche ed elettriche oltre che da movimenti meccanici rapidi, è essenziale che la mescola elastomerica del supporto garantisca un’adeguata resistenza alle variazioni di temperatura e un isolamento dielettrico intrinseco.
Gestione degli shock transitori nelle linee di lavorazione lamiere con antivibranti a flange per grandi carichi
Le lavorazioni che avvengono all’interno di impianti industriali integrati, come le linee di lavorazione lamiere, associano alle operazioni di taglio continui shock transienti generati da cesoie, punzonatrici e presse di deformazione. Questi impulsi d’urto si differenziano dalle vibrazioni armoniche continue per la loro natura istantanea e per l’elevatissima energia cinetica rilasciata in frazioni di secondo. Per far fronte a carichi d’urto di tale entità, l’impiego di supporti standard in gomma cilindrica risulta insufficiente e potenzialmente pericoloso per la stabilità strutturale.
La risposta di DAB a queste severe sollecitazioni risiede negli antivibranti a flange per grandi carichi. Questi dispositivi sono costituiti da una struttura robusta in gomma-metallo flangiata che permette un ancoraggio sicuro al suolo e al basamento del macchinario. La geometria flangiata offre una distribuzione ottimale degli sforzi di taglio e di compressione, garantendo un’elevata capacità di assorbimento dell’urto e un rapido ritorno della macchina alla posizione di equilibrio statico, proteggendo l’integrità strutturale dell’intero impianto produttivo.
La corretta gestione degli shock transienti nelle linee di deformazione e taglio lamiere riduce drasticamente l’insorgenza di microfratture nel cemento armato delle fondazioni industriali e protegge le elettroniche di controllo dei CNC dai deleteri shock fisici.
DAB Antivibranti — Specialisti in isolamento industriale dal 1974
Errori di progettazione da evitare: l’importanza della corretta durezza Shore
Uno degli errori più diffusi nella scelta di un antivibrante per centri di taglio è la sottovalutazione della durezza Shore (espressa in Sh) dell’elastomero. Spesso si tende a credere che un supporto estremamente rigido sia preferibile per garantire la precisione geometrica del macchinario. Al contrario, un elastomero con durezza Shore eccessivamente elevata riduce la capacità di deformazione elastica del supporto, innalzando la frequenza propria del sistema e portandola pericolosamente vicina alle frequenze di eccitazione del motore, azzerando di fatto l’effetto di isolamento delle vibrazioni.
Specularmente, un supporto troppo morbido provoca cedimenti statici eccessivi, instabilità dinamica durante i rapidi spostamenti della testa di taglio e una precoce degradazione della gomma a causa dell’affaticamento meccanico. Per determinare l’esatta durezza Shore e il corretto dimensionamento geometrico del supporto gomma-metallo, è indispensabile affidarsi a calcoli tecnici precisi che tengano conto dei carichi reali e dei regimi di rotazione operativi della macchina utensile.
- Rilevare il peso complessivo del centro di taglio e la distribuzione dei pesi sui punti di appoggio (calcolo del carico statico localizzato).
- Identificare i regimi di rotazione minimi e massimi dei motori per definire la frequenza di eccitazione fondamentale.
- Calcolare la deflessione statica necessaria per ottenere una frequenza propria del sistema isolato che garantisca un adeguato coefficiente di isolamento.
- Selezionare la mescola elastomerica con la durezza Shore ideale (tipicamente tra 45 e 70 Shore) per bilanciare isolamento e stabilità dinamica.
Richiedi un preventivo per la tua soluzione antivibrante — Contatta DAB al numero +39 02.90782170 oppure via email all’indirizzo: info@dab-antivibranti.it
Domande Frequenti
Perché è necessario isolare i centri di taglio industriali?
Qual è la differenza tra vibrazioni attive e vibrazioni passive?
Come influisce la durezza Shore sulla stabilità della macchina?
Quali sono i vantaggi della linea SURMAC di DAB?
Come si sceglie tra un antivibrante a campana e uno flangiato?
Quali problemi generano le vibrazioni nei sistemi di taglio waterjet?
Cos'è la frequenza di risonanza e come si evita?
Prodotti che potrebbero interessarti
 SURMAC – Supporti AntivibrantiScopri
SURMAC – Supporti AntivibrantiScopri SURMAC RINFORZATIScopri
SURMAC RINFORZATIScopri Tappetino antivibranteScopri
Tappetino antivibranteScopri Sucon: antivibrante a campana con dadoScopri
Sucon: antivibrante a campana con dadoScopri Sucon: antivibrante a campana con dado e controtamponeScopri
Sucon: antivibrante a campana con dado e controtamponeScopri Sucon: antivibrante a campana a base quadrata con dadoScopri
Sucon: antivibrante a campana a base quadrata con dadoScopri Antivibranti a flange per grandi carichi H65Scopri
Antivibranti a flange per grandi carichi H65Scopri Antivibranti a flange per grandi carichi sgolati H80Scopri
Antivibranti a flange per grandi carichi sgolati H80Scopri